
www.industrie-afrique-du-nord.com
12
'10
Written on Modified on
TPSH réalise un contrôle dimensionnel en ligne, précis au centième de millimètre
TPSH est un bureau d’études spécialisé dans la mise en oeuvre de systèmes avancés dans le domaine de l’usinage. La société a mis au point un dispositif pour le contrôle dimensionnel 3D en ligne de pièces d’usinage pour l’aéronautique. Cette innovation, unique dans cette industrie, a naturellement pour objectif de réduire les coûts en automatisant le processus de contrôle. Il a surtout l’avantage de fournir en temps réel l’information d’une dérive de fabrication, sujet qui intéresse de plus en plus les acteurs du travail du métal.
TPSH a validé un prototype de système de mesure en ligne. Développé pour des pièces aéronautiques spécifiques, il est adaptable à tout usinage de précision.
« Ce type de machine encore particulièrement rare dans le métier du travail du métal correspond à un réel besoin du marché : la volonté d’automatiser entièrement la ligne de production, le traitement des cas où les mesures manuelles ne sont pas possible et enfin la capacité à identifier plus rapidement des dérives de production», explique Julien Decreton, Directeur Technique de TPSH. « Le retour sur investissement est réel. L’alternative, qui consiste à extraire la pièce de la machine et d’utiliser une machine de mesure déportée, n’indique pas la dérive en temps réel et n’est pas forcément moins coûteuse, notamment si on prend en compte le temps passé par les opérateurs ».
La solution développée par TPSH est sans doute unique sur le marché. Plus rapide que les cycles machines, elle offre une précision de mesure de 0,01 mm. Elle est validée pour des pièces jusqu’à 400mm3, mais elle est adaptable à des pièces plus grandes.
Le système est constitué du LJ-G, un profilomètre laser deux dimensions haute performance, proposé par la société Keyence. Celui-ci est placé sur des axes de positionnement de précision. Il peut ainsi être dégauchi et déplacé pour prendre un profil entier. La pièce est elle placée sur un plateau. Sa rotation permet de capturer les profils 2D sous différentes positions angulaire. Un logiciel développé par TPSH permet de commander le système et de générer les reconstitutions 3D. Ce système est paramétré pour prendre 800 profondeurs sur un profil d’environ 32mm. « Le système est programmable et modulaire. De plus, il est très rapide. Nous pouvons l’adapter facilement à tout type de fabrication » affirme Julien Decreton.
« Le choix s’est naturellement porté sur Keyence, car, tout d’abord, ils offraient le seul produit capable de réaliser de telles mesures dans un environnement de travail machine », explique Julien Decreton. « Nous ne sommes pas en conditions de laboratoire, les pièces sont brillantes et créent des perturbations. De plus, les pièces sont polluées par les lubrifiants et l’éclairage est celui de l’usine. Aucun laser n’offrait de stabilité de mesures dans ces conditions. La compacité était aussi un point clé ».
« Ensuite, l’interface du profilomètre LJ-G est très ouverte. Nous l’avons intégré sans soucis dans notre système de contrôle »
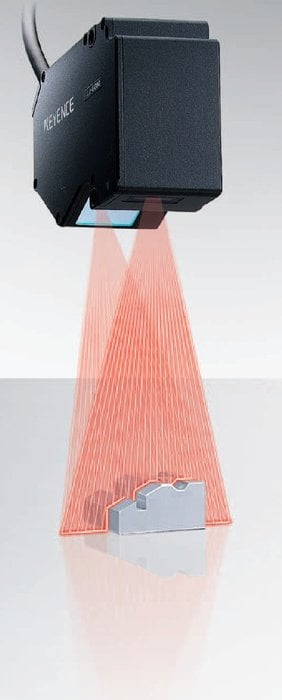
LJ-G est capable d’effectuer des mesures a la volée sur ligne de production y compris pour des pièces d’usinage qui sont réputées complexes.
Le matériel se compose d’un contrôleur, d’un moniteur et de têtes. Le LJ-G5000 permet une mesure de profile stable aussi bien sur les supports absorbants (caoutchouc) que sur les supports brillants (métal). Le capteur E3 CMOS apporte une avancée technique par rapport aux capteurs CMOS traditionnels en offrant une plage dynamique 300 fois plus élevée que les capteurs traditionnels. Le LJ-G5000 fonctionne sur le principe de triangulation. Il détecte l’altitude d’un point en fonction de la position du faisceau réfléchie sur la matrice. Le faisceau plat est créé par l’intermédiaire d’une lentille. Si nous on prend le cas de la réflexion obtenue sur une pièce cylindrique, il est clair que le retour lumineux au sommet de la pièce sera plus important que sur les bords. Un capteur traditionnel (CCD ou CMOS) est incapable de trouver un compromis acceptable. Soit la quantité de lumière reçue au sommet de la pièce est correcte mais le retour sur les bords sera insuffisant. Soit la quantité de lumière reçue sur les bords est correcte, mais le retour au sommet de la pièce est trop important (saturation de la matrice). Sur un capteur traditionnel CCD ou CMOS, la plage dynamique (plage de détection comprise entre un point considéré comme trop sombre et un point considéré comme trop brillant) est étroite. Avec un capteur traditionnel, une solution classique consiste à moyenner les mesures pour compenser le manque de stabilité. Moins fiable, cette technique implique aussi des temps d’échantillonnage plus de 15 fois supérieures. Cette technologie E3 CMOS (pour Enhanced Eye Emulation CMOS) reproduit la capacité d’accommodation de l’œil humain. La reconstruction numérique du profil sera totale malgré les zones sombres ou trop lumineuses. Les possibilités et la stabilité de mesures sont accrues. L’efficacité de E3 CMOS est améliorée par la fonction MFL qui permet d’ajuster la sensibilité du CMOS, l’intensité du laser et le temps d’exposition du CMOS (plus la cible est sombre plus le temps d’imposition est long et inversement). Cette fonction MFL assure la stabilité de la mesure quel que soit le type de pièce (plastique, caoutchouc, métal…) et quelle que soit la couleur.
Ses performances sont aussi uniques : le système Quattro link permet d’effectuer en parallèle les différentes tâches de calcul (détection, profilage, mesure et affichage). Ce procédé, basé sur un nouveau processeur, permet d’échantillonner à 3.8 ms et ainsi d’effectuer des mesures sur ligne de production. Sa répétitivité est de 1μm. Disposant de nombreuses fonctions d’inspection, le LJ-G5000 permet entre autres de mesurer des différences de hauteur, de largeur, des angles, la position de point d’intersection, l’aire d’une section…
Enfin, à l’inverse de la concurrence qui utilise des lentilles sphériques, LJ-G utilise une superposition de 4 lentilles cylindriques de haute qualité (lentille ERNOSTAR 2D). L’avantage de minimiser les aberrations et les distorsions. La focalisation parfaite engendre une la formation d’une image de qualité sur l’élément CCD et cela dans les deux dimensions.
« Nous sommes très satisfaits de la performance du système de mesure LJ-G. Il est stable, précis, rapide et il peut contrôler les détails les plus complexes, tels que les jeux, le positionnement des rivets ou les affleurements » conclut Julien Decreton.
TPSH est une société d’une quinzaine de personnes, basée en région parisienne. Ses compétences de conseil et d’intégration dans tous les domaines de l’usinage (métal, céramique, plastique…) vont de la conception de la solution de mesures ou de contrôle, jusqu’à la mise en œuvre d’automatismes.
« Ce type de machine encore particulièrement rare dans le métier du travail du métal correspond à un réel besoin du marché : la volonté d’automatiser entièrement la ligne de production, le traitement des cas où les mesures manuelles ne sont pas possible et enfin la capacité à identifier plus rapidement des dérives de production», explique Julien Decreton, Directeur Technique de TPSH. « Le retour sur investissement est réel. L’alternative, qui consiste à extraire la pièce de la machine et d’utiliser une machine de mesure déportée, n’indique pas la dérive en temps réel et n’est pas forcément moins coûteuse, notamment si on prend en compte le temps passé par les opérateurs ».
La solution développée par TPSH est sans doute unique sur le marché. Plus rapide que les cycles machines, elle offre une précision de mesure de 0,01 mm. Elle est validée pour des pièces jusqu’à 400mm3, mais elle est adaptable à des pièces plus grandes.
Le système est constitué du LJ-G, un profilomètre laser deux dimensions haute performance, proposé par la société Keyence. Celui-ci est placé sur des axes de positionnement de précision. Il peut ainsi être dégauchi et déplacé pour prendre un profil entier. La pièce est elle placée sur un plateau. Sa rotation permet de capturer les profils 2D sous différentes positions angulaire. Un logiciel développé par TPSH permet de commander le système et de générer les reconstitutions 3D. Ce système est paramétré pour prendre 800 profondeurs sur un profil d’environ 32mm. « Le système est programmable et modulaire. De plus, il est très rapide. Nous pouvons l’adapter facilement à tout type de fabrication » affirme Julien Decreton.
« Le choix s’est naturellement porté sur Keyence, car, tout d’abord, ils offraient le seul produit capable de réaliser de telles mesures dans un environnement de travail machine », explique Julien Decreton. « Nous ne sommes pas en conditions de laboratoire, les pièces sont brillantes et créent des perturbations. De plus, les pièces sont polluées par les lubrifiants et l’éclairage est celui de l’usine. Aucun laser n’offrait de stabilité de mesures dans ces conditions. La compacité était aussi un point clé ».
« Ensuite, l’interface du profilomètre LJ-G est très ouverte. Nous l’avons intégré sans soucis dans notre système de contrôle »
LJ-G est capable d’effectuer des mesures a la volée sur ligne de production y compris pour des pièces d’usinage qui sont réputées complexes.
Le matériel se compose d’un contrôleur, d’un moniteur et de têtes. Le LJ-G5000 permet une mesure de profile stable aussi bien sur les supports absorbants (caoutchouc) que sur les supports brillants (métal). Le capteur E3 CMOS apporte une avancée technique par rapport aux capteurs CMOS traditionnels en offrant une plage dynamique 300 fois plus élevée que les capteurs traditionnels. Le LJ-G5000 fonctionne sur le principe de triangulation. Il détecte l’altitude d’un point en fonction de la position du faisceau réfléchie sur la matrice. Le faisceau plat est créé par l’intermédiaire d’une lentille. Si nous on prend le cas de la réflexion obtenue sur une pièce cylindrique, il est clair que le retour lumineux au sommet de la pièce sera plus important que sur les bords. Un capteur traditionnel (CCD ou CMOS) est incapable de trouver un compromis acceptable. Soit la quantité de lumière reçue au sommet de la pièce est correcte mais le retour sur les bords sera insuffisant. Soit la quantité de lumière reçue sur les bords est correcte, mais le retour au sommet de la pièce est trop important (saturation de la matrice). Sur un capteur traditionnel CCD ou CMOS, la plage dynamique (plage de détection comprise entre un point considéré comme trop sombre et un point considéré comme trop brillant) est étroite. Avec un capteur traditionnel, une solution classique consiste à moyenner les mesures pour compenser le manque de stabilité. Moins fiable, cette technique implique aussi des temps d’échantillonnage plus de 15 fois supérieures. Cette technologie E3 CMOS (pour Enhanced Eye Emulation CMOS) reproduit la capacité d’accommodation de l’œil humain. La reconstruction numérique du profil sera totale malgré les zones sombres ou trop lumineuses. Les possibilités et la stabilité de mesures sont accrues. L’efficacité de E3 CMOS est améliorée par la fonction MFL qui permet d’ajuster la sensibilité du CMOS, l’intensité du laser et le temps d’exposition du CMOS (plus la cible est sombre plus le temps d’imposition est long et inversement). Cette fonction MFL assure la stabilité de la mesure quel que soit le type de pièce (plastique, caoutchouc, métal…) et quelle que soit la couleur.
Ses performances sont aussi uniques : le système Quattro link permet d’effectuer en parallèle les différentes tâches de calcul (détection, profilage, mesure et affichage). Ce procédé, basé sur un nouveau processeur, permet d’échantillonner à 3.8 ms et ainsi d’effectuer des mesures sur ligne de production. Sa répétitivité est de 1μm. Disposant de nombreuses fonctions d’inspection, le LJ-G5000 permet entre autres de mesurer des différences de hauteur, de largeur, des angles, la position de point d’intersection, l’aire d’une section…
Enfin, à l’inverse de la concurrence qui utilise des lentilles sphériques, LJ-G utilise une superposition de 4 lentilles cylindriques de haute qualité (lentille ERNOSTAR 2D). L’avantage de minimiser les aberrations et les distorsions. La focalisation parfaite engendre une la formation d’une image de qualité sur l’élément CCD et cela dans les deux dimensions.
« Nous sommes très satisfaits de la performance du système de mesure LJ-G. Il est stable, précis, rapide et il peut contrôler les détails les plus complexes, tels que les jeux, le positionnement des rivets ou les affleurements » conclut Julien Decreton.
TPSH est une société d’une quinzaine de personnes, basée en région parisienne. Ses compétences de conseil et d’intégration dans tous les domaines de l’usinage (métal, céramique, plastique…) vont de la conception de la solution de mesures ou de contrôle, jusqu’à la mise en œuvre d’automatismes.
